 Rishabh RaiAssistant Vice President
Rishabh RaiAssistant Vice President
Sign up to receive latest insights & updates in technology, AI & data analytics, data science, & innovations from Polestar Analytics.
Most of us are born in an era where, we have heard noises of people rushing in and out with the supplies, coming out from manufacturing plants.
Now, we are witnessing an era where all of this is about to change –these industries are the biggest adopters of advanced technologies smart devices. As per Intel, a mind-boggling 40.3% of these smart IoT driven devices are in factories, manufacturing units and similar business.
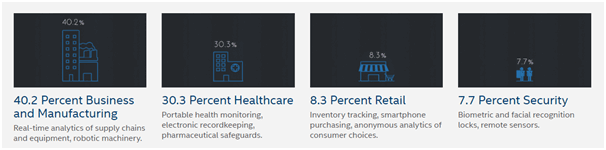
Source: Intel
What purpose does IoT serve in Manufacturing setup:
Some of the key benefits that an Industrial IoT system solves are:
If you feel these benefits could really have a transformational impact on your manufacturing setup, then only you should take the next step – that is – getting to know about the different components of an IoT setup.
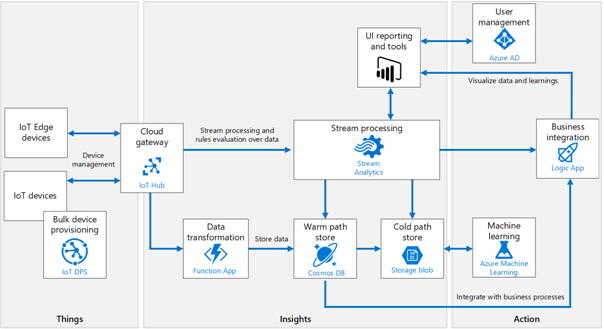
Source: Microsoft
This is the IoT architecture, looks complex – don’t worry, we are going to talk about them in detail here:
1. The first layer of IoT in Manufacturing – ‘Smart Things’
These are sensors-based devices mounted on machinery, switches and gears, buildings, vehicles and every other place imaginable – where the collected information could lead to a better understanding of processes.
These could be categorised as enterprise mobile computers, barcode scanners, radio-frequency identification (RFID) readers, wearables, sensors, and aisle and shelf beacons.
These devices could be set to notify or trigger a response based on changes in temperature, Ambient light, leaks or level of fluid, force or pressure, proximity, humidity, acoustics or vibration and for a plethora of other instances.
These could be categorised in a factory based on their usage:
These devices are growing in popularity and hence new innovative devices are continuously being researched and developed very frequently.
2. The second layer is - the ‘Gateways’
An IoT setup needs gateways of two types: Field and cloud Gateways. Field gateway is similar to your broadband routers; they are connected to these multiple sensing ‘things’ all the time. They might have some computational or processing capability to first filter the data received from the first layer (to reduce the volume of data) and pass it on to the cloud gateways which transfer the information received to the storage unit.
Now, you might be thinking why not connect the storage unit directly to the Field Gateway? Well, it is important to check for all defined protocols for communicating with the field gateway and then data compression to optimize the storage.
3. The Third layer of IoT is - the ‘Storage’ (Data Lake & Data Warehouse)
These sensors gather data all the time which is streamed through the gateways to a storage unit. This is Big data; you need huge storage and hence data lake is an ideal fit.
Ready to Transform with IoT Solutions? Explore Sustainability Development Of Smart Cities.
This data is stored in the raw format in this data lake, it could be structured, unstructured or semi-structured in different formats. It stores all the data whether you use it or not (but you keep it for ‘if a need arises’ like for backup or exploration).
The second step that you would need in this layer is a Data warehouse. Here, the data is loaded in a prepossessed and structured format (Extract, Transform & Load). This data is ready for data discovery.
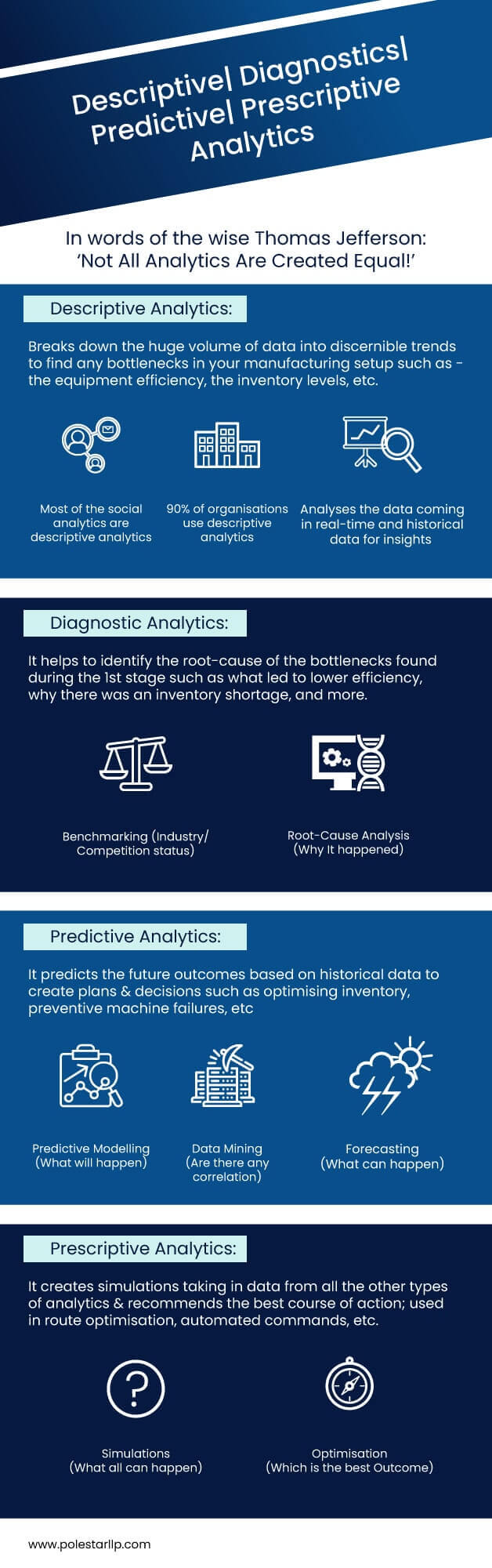
4. The Final layer is - 'IoT Analytics
All the layers so far lead to this stage. In this stage, all the information covered so far is dwelled to extract key insights to fuel business decision-making. Here, the data is used to find answers to questions like:
This infographic summarizes each type and what purpose they serve in a manufacturing/factory setup:
NUMBER 1: TESLA

Tesla’s Fremont, California, automotive factory. Image credit: Kyle Field | CleanTechnica
While brushing aside the production challenges faced during the launch of Model 3 cars which delayed its launch by nearly 6 months, Elon Musk gave a very confident statement: “The competitive strength of Tesla long-term is not going to be the car; it’s going to be the factory.”
At the state of the current manufacturing facility, he compared the pace of auto factories as, “grandma with a walker....Why shouldn't it at least be jogging speed?”
He told investment analyst that Tesla will overcome Toyota in terms of building lean manufacturing facility and set up facilities that would churn out a million vehicles a year, 4 times of what the - Volkswagen's flagship plant &world's busiest factory in Wolfsburg, Germany owned.
Experts opinions were far from being aligned to it. They said it would require huge capital investment and given the state of the company’s balance sheet which stood at $2 billion in net loss for 2017.
However lofty it might have sounded then, Tesla has expanded its production capacity and is expected to reach three-quarters of a million by mid-2020, (presently 640,000 cars/year).
The factory presents a fabulous demonstration of robotics, IoT and exceptional IT Department. The robotics helps with quickening the repetitive & strenuous task of lifting, placing & bolting. Autonomous vehicles are moving inside the factory. Every piece of item is tagged with sensors to get as much info as possible. Their IT team has built up an in-house Manufacturing Operating System that allows them to fine-tune processes and equipment efficiencies in a very agile way.
What’s more, Tesla houses many sensors on its cars that stream real-time information to them which is being used to analyse several parameters of the car and remotely push upgrades and deliver a better experience to customers. During the 2017 Hurricane Irma, Tesla optimised the battery consumption to give extra mileage to cars in the storm’s path and get to safety. It was a demonstration of the fullest extent and the impact that geographical mapping, analytics and IoT can deliver.
NUMBER 2: CATERPILLAR
This engineering & manufacturing behemoth deploys Industrial IoT to save millions of dollars in predictive maintenance. It helps customers’ make some golden discoveries with its’ Asset Intelligence Platform, based on Pentaho.
In its ships, caterpillar houses sensors that monitor the fuel consumption in generators, engine performance, GPS & temperature sensing instrument and more.
In one of the examples quoted by the company, it helped a fleet of 50 ships, operating 24 hours a day & 26 weeks around the year, accrue $65,000 in savings. It used its Pentaho platform to do multivariate predictive maintenance analysis to discover that increasing the number of generators operating at lower power was a superior & efficient approach than maxing out a few.
“Oftentimes when people look at data, they’re looking for the ‘grand slam’ – one thing that’s going to save them tens or hundreds of thousands of dollars. In reality, it’s the small improvements that can add up to big dollar savings across many vessels.” – said James Stascavage, the former intelligence technology manager at Caterpillar Marine.
The same system helped the ship operators save $400,000 per ship by recommending - cleaning the ship’s hull every 6 months rather than a year. The hull used to get contaminated with saltwater corrosion and rough seas which resulted in the ship’s performance inefficiencies.
Literally, these little improvements add up to be the ‘north stars’ most companies are chasing!
NUMBER 3: DAIMLER
In its Portland facility, Daimler was struggling to optimize the costs and efficiencies in operations. The cumbersome manufacturing setup was difficult to deal with and it was getting increasingly complex to meet the supply and demand.
The management knew it was time to change the existing systems. They thought of experimenting with an innovative tech at the time, a wireless network across the entire Portland facility.
It led to plant floor personnel trading clipboards and pens for iPads. They had a system in their palms to manage everything from checking the machine efficiency, and fuel consumption rate to tracking shipments and confirming its reception. The network allows them to do this by centralizing PLC data and connecting operations to execution and logistics systems. It led to increased collaboration with the stakeholders in the organisation as well as the ones outside like distribution partners, suppliers, etc.
Maintenance and scheduling were just a click away and everyone was notified with all the necessary information.
This networked plant floor helped them gather all the important data in one place which helped them implement solutions like predictive maintenance, downtime optimization, and performance management.
Manufacturing giants across the world have shifted their focus from a pure-play product focus to building software capabilities as well. They are investing handsomely into electronics subsystems that are autonomous and smart in ways that were beyond comprehension just a decade back.
They are employing the help of solution architects, data scientists, and user experience professionals to gather all the data in one place to mine, analyse & build a solution around it. The larger the data set, the higher the possibility of innovating and delivering a differentiating end-user experience.
About Author

Assistant Vice President
You can't hire somebody else to do your pushups for you.
Related Blog
 Ali kidwai
Ali kidwai
.png)